|
| 
 好品質
好品質  好材料
好材料  好服務
好服務
| 好品質 好材料 好服務

大連鑫毅鋼磨料配件有限公司
聯系人:張經理
電話: 0411-39630390
0411-39569620
手機:13795133932
網址:m.salhomeimprovements.com
廠址:大連經濟技術開發區生命二路10號
辦公:大連市甘井子區泉水P3區
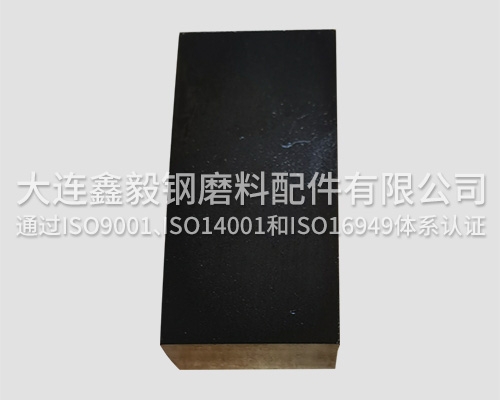
一般來說,發黑表面處理的方法主要有化學處理、物理處理和激光處理等幾種。其中,化學處理是常見的一種方法,可以通過在特定的溶液中浸泡材料或涂覆特定的化學試劑,使材料表面產生化學反應,形成一層黑色氧化膜或類似氧化膜的物理結構,從而實現表面的黑化效果。
根據選擇的發黑處理方法(如堿性氧化法、酸性氧化法或電解氧化法),將預處理后的工件放入相應的發黑處理溶液中進行處理。在處理過程中,要嚴格控制溶液的溫度、濃度和處理時間等參數,以確保生成的氧化膜質量符合要求。
大連發黑表面處理后的工件如何進行質量檢測?
一、外觀檢查
顏色與色澤
正常情況下,經過發黑處理后的工件表面顏色應為均勻的黑色或黑藍色。檢查時,應在自然光線或標準光源下進行,確保整個工件表面色澤一致。如果顏色不均勻,可能是因為發黑處理過程中工件在溶液中的位置不當,導致與氧化劑接觸程度不同;或者溶液溫度、濃度在不同區域存在差異。
例如,若局部顏色過淺,可能是該部位在發黑溶液中反應不充分,原因也許是溶液攪拌不均勻,使這部分區域的氧化劑供應不足。而顏色過深的區域,可能是由于局部溫度過高或處理時間過長,導致氧化反應過度。
表面完整性
仔細查看工件表面是否有斑點、麻點、剝落、裂紋等缺陷。這些缺陷會嚴重影響氧化膜的防護性能和美觀度。斑點和麻點可能是由于工件表面預處理不徹底,殘留的雜質在發黑過程中影響了氧化反應,或者是發黑溶液受到污染所致。
氧化膜剝落通常是因為氧化膜與金屬基體的結合力差,原因可能是酸洗過度,破壞了金屬表面的微觀結構,使氧化膜難以附著;或者發黑處理后的后處理過程(如清洗、填充、浸油等)不當,導致氧化膜受到損傷。裂紋的出現可能是因為氧化膜在形成過程中受到了過大的應力,例如冷卻速度過快或者氧化膜厚度不均勻產生的內應力。
二、厚度檢測
檢測工具與方法
磁性測厚儀:適用于檢測磁性基體(如鋼鐵)上的非磁性涂層(如發黑氧化膜)厚度。其原理是基于探頭與磁性基體之間的磁引力,當探頭靠近工件表面時,氧化膜的厚度會影響磁引力的大小,通過儀器的傳感器將這種變化轉化為電信號,進而顯示出氧化膜的厚度。
渦流測厚儀:主要用于檢測導電基體上的非導電涂層厚度。當測厚儀的探頭靠近工件表面時,會產生一個交變磁場,在導電基體表面形成渦流。氧化膜厚度的變化會影響渦流的大小,從而使儀器能夠測量出氧化膜的厚度。這種方法對于檢測非磁性金屬(如鋁合金)上的發黑氧化膜也很有效。
厚度標準判斷
發黑氧化膜的厚度一般在 1 - 10μm 之間,但具體的厚度要求會因工件的使用環境、功能需求等因素而有所不同。如果氧化膜過薄,其防銹蝕能力會大打折扣,無法有效隔離金屬基體與外界環境。例如,在潮濕或腐蝕性較強的環境中,過薄的氧化膜可能很快就會被腐蝕穿透。
相反,若氧化膜過厚,可能會導致其脆性增加,容易在受到外力沖擊或熱應力作用時剝落。而且,過厚的氧化膜可能會影響工件的尺寸精度,對于一些對尺寸精度要求較高的精密工件是不可接受的。
三、附著力測試
劃格法
這是一種簡單且常用的測試方法。使用專用的劃格刀具,在發黑處理后的工件表面劃格,通常劃格的間距為 1 - 2mm,形成一個個小方格。劃格時應確保刀具劃透氧化膜至金屬基體。然后,使用膠帶(如 3M 膠帶)牢固地粘貼在劃格區域,迅速撕下膠帶,觀察方格內氧化膜的脫落情況。
如果脫落的方格數不超過一定比例(例如,一般要求不超過 5%),則認為氧化膜的附著力合格。這種方法可以直觀地評估氧化膜與金屬基體之間的結合力。
彎曲法
對于一些形狀允許的工件,可以采用彎曲法來測試附著力。將工件進行一定角度(如 90° 或 180°)的彎曲,觀察彎曲部位氧化膜是否有剝落或開裂現象。這種方法模擬了工件在實際使用過程中可能受到的變形情況,能夠有效檢驗氧化膜在承受機械應力時的附著力。
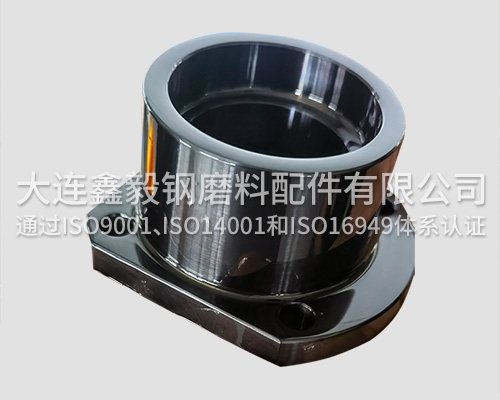
發黑表面處理的主要目的是增加材料表面的抗腐蝕性能、耐磨性能和耐高溫性能,以延長材料的使用壽命和提高其性能穩定性。同時,通過發黑表面處理,還可以提高材料的外觀質量和觀感效果,使其更符合現代化、時尚化的設計要求。
發黑處理主要是通過化學氧化反應在金屬表面生成一層黑色的氧化膜。對于鋼鐵材料來說,通常是在含有氧化劑(如氫氧化鈉、亞硝酸鈉等)的堿性溶液中進行處理。在一定的溫度和時間條件下,鋼鐵表面的鐵原子與溶液中的氧化劑發生反應,生成各種鐵的氧化物,主要是四氧化三鐵(Fe?O?)。

 在線咨詢
在線咨詢